面臨的挑戰(zhàn):
A350與眾不同���,機(jī)身是由框架組成���,也稱(chēng)為桁條,用于增強(qiáng)機(jī)身����。到目前為止,桁條主要采用鋁材料��。一般情況下���,桁條采用加工的孔進(jìn)行手工定位���。而對(duì)于A350來(lái)說(shuō),主要采用碳纖維增強(qiáng)塑復(fù)合材料(CFP)制成�����,這種方法就不能采用。CFP通過(guò)高壓釜進(jìn)行硬化�����,無(wú)法進(jìn)行鉆孔�����。
更具特殊的要求是��,為了不損害后續(xù)的生產(chǎn)與裝配過(guò)程����,A350 XWB的桁條(可以長(zhǎng)達(dá)18 m)需要放置在周向,公差要求在+/- 0.3 mm�����,在長(zhǎng)方向公差要求在+/- 1 mm���。經(jīng)過(guò)首次試驗(yàn)���,失望的情緒彌漫在諾登哈姆。機(jī)器人需要移動(dòng)3,000 mm,但在2,997 mm時(shí)停止運(yùn)動(dòng)���。第二臺(tái)卻經(jīng)常多移動(dòng)1.5 mm�����。0.1%的偏差一開(kāi)始感覺(jué)是臨界的���,但考慮到桁條的長(zhǎng)度達(dá)到18 m,偏差就很大�����,我們是不能接受的��。Lewerenz��,Premium航空技術(shù)負(fù)責(zé)人說(shuō)�。
來(lái)自海克斯康的解決方案:
為實(shí)現(xiàn)更高的裝配品質(zhì)�,Premium航空技術(shù)公司為A350謀求新的方向。機(jī)器人承擔(dān)了將桁條粘貼在碳纖維增強(qiáng)塑料機(jī)身上的任務(wù)����。可移動(dòng)激光跟蹤儀系統(tǒng)確保了機(jī)器人的準(zhǔn)確定位����。
Premium的目標(biāo)是利用機(jī)器人進(jìn)行飛機(jī)自動(dòng)裝配����,需要機(jī)器人能夠像銑床一樣精確工作��,以達(dá)到每月有13家飛機(jī)出廠的目的��。
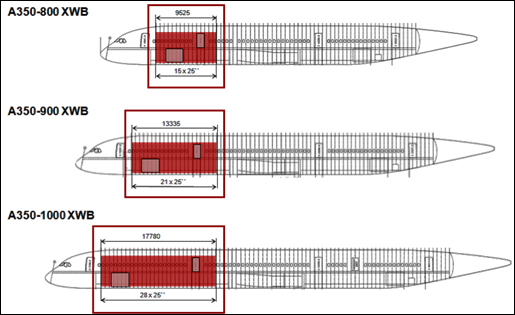
為保證后續(xù)的生產(chǎn)與裝配過(guò)程���,A350 XWB的桁條(可以長(zhǎng)達(dá)18 m)周向公差要求在± 0.3 mm��,在長(zhǎng)方向公差要求在± 1 mm����。經(jīng)過(guò)首次試驗(yàn)����,失望的情緒彌漫在諾登哈姆。機(jī)器人需要移動(dòng)3,000 mm���,但在2,997 mm時(shí)停止運(yùn)動(dòng)��。第二臺(tái)卻經(jīng)常多移動(dòng)1.5 mm���。0.1%的偏差一開(kāi)始感覺(jué)是臨界的�����,但考慮到桁條的長(zhǎng)度達(dá)到18 m�����,偏差就不能接受了���。
利用Leica絕對(duì)激光跟蹤儀���,采用相機(jī)(也稱(chēng)為L(zhǎng)eica T-Cam)和Leica T-Mac���,能夠同時(shí)獲取點(diǎn)的三維坐標(biāo)與空間方位信息(i、j�����、k或者稱(chēng)為扭轉(zhuǎn)�、角擺與俯仰),用于監(jiān)控機(jī)器人頭部的位置與方位。
Lewerenz表示:另外一點(diǎn)關(guān)于跟蹤儀就是測(cè)量結(jié)果能夠反饋��,產(chǎn)生可接受的結(jié)果����。角度對(duì)我們來(lái)說(shuō)也是重要的,因?yàn)椴考枰S后測(cè)量與檢查�。我們還將Leica絕對(duì)激光跟蹤儀用于這個(gè)目的。在第一個(gè)生產(chǎn)單元有兩臺(tái)機(jī)器人�����,一臺(tái)固定在地面����,另一臺(tái)固定在橫向軸,夾持著桁條的兩端�����,并將其安裝在機(jī)身部分����。
一旦機(jī)器人將桁條安裝在一端,測(cè)量系統(tǒng)自動(dòng)啟動(dòng)�。機(jī)器人告知自身的位置�,測(cè)量系統(tǒng)指示機(jī)器人如何進(jìn)行修正��。在測(cè)試運(yùn)行階段���,需要大概20秒鐘����,一旦控制過(guò)程實(shí)現(xiàn)了優(yōu)化�,這個(gè)過(guò)程將減少到只需要數(shù)秒。隨后���,測(cè)量中斷�����,桁條固定到位,而跟蹤儀可以同時(shí)校準(zhǔn)另外一個(gè)機(jī)器人���。
無(wú)論如何��,Lewerenz將在線使用激光跟蹤儀視為Premium航空技術(shù)公司的巨大優(yōu)勢(shì)��。這意味著操作的方法����、系統(tǒng)參數(shù)與系統(tǒng)可靠性是已知的,如果使用現(xiàn)有跟蹤儀�����,就不絕對(duì)需要購(gòu)置新的系統(tǒng)(相應(yīng)的培訓(xùn)費(fèi)用也可以省卻)�。
客戶簡(jiǎn)介:
作為航空結(jié)構(gòu)件的供應(yīng)商,Premium航空技術(shù)公司為空客新型的遠(yuǎn)程飛機(jī)提供大部件���,這包括了整個(gè)前部機(jī)身��。桁條需要精確的固定��,以避免后續(xù)的質(zhì)量受影響�����。手動(dòng)的定位這時(shí)是不經(jīng)濟(jì)的�����,因?yàn)樽罱K每月要有多達(dá)13架這種類(lèi)型的飛機(jī)出廠����。Premium公司的目標(biāo)是利用機(jī)器人進(jìn)行飛機(jī)自動(dòng)裝配,需要機(jī)器人能夠像銑床一樣精確工作�����。
返回

 服務(wù)熱線
服務(wù)熱線

 全國(guó)免費(fèi)服務(wù)熱線
全國(guó)免費(fèi)服務(wù)熱線 電話:0512-6866-6680
電話:0512-6866-6680
 24小時(shí)服務(wù)電話:13328000586
24小時(shí)服務(wù)電話:13328000586
 傳真 :0512-6866-6680
傳真 :0512-6866-6680
 地址:蘇州市吳中區(qū)致能大道1號(hào)
地址:蘇州市吳中區(qū)致能大道1號(hào)
